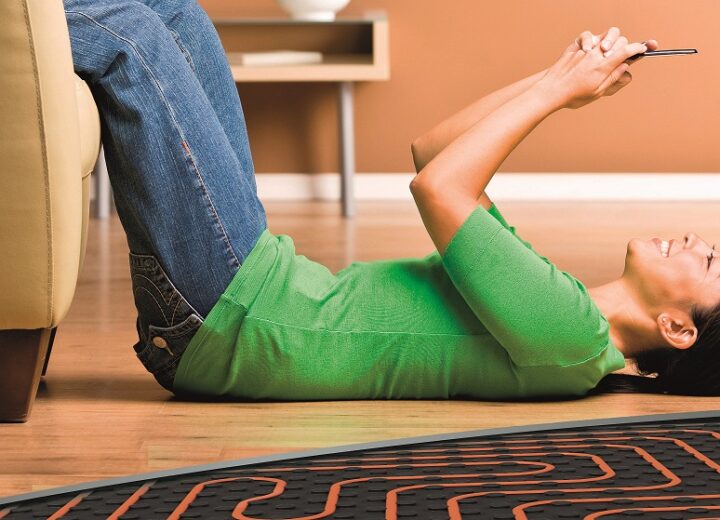
energy efficiency article10 energy-saving heat pump related products for comfort and efficiency read more
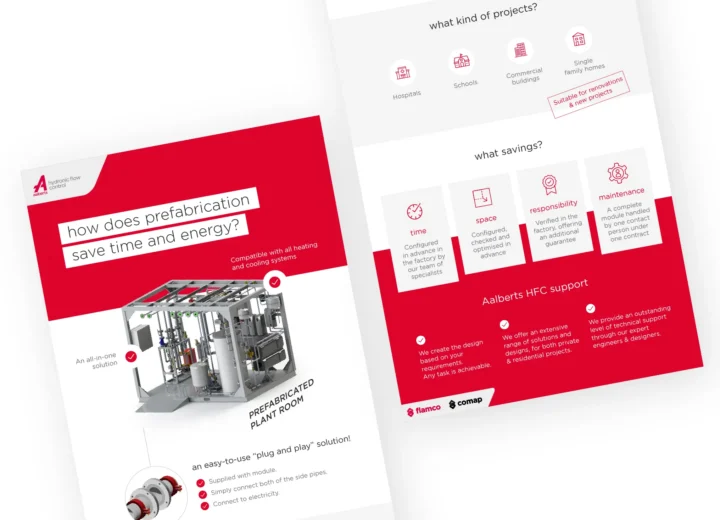
installations infographicsPrefabrication: save time and energy on your construction projects read more
comfort in buildings articleUnderstanding the constraints of the European Green Deal: a focus on cooling solutions read more
 building owners / social landlords
building owners / social landlords designers
designers installers
installers real estate developers
real estate developers service partners
service partners